








Fluid viscosity sets the pumping problem, and thin, low-viscosity fluids are the opposite challenge from thick ones. A high-viscosity pump has to overcome a fluid that resists flowing; a thin-fluid pump faces the reverse difficulty — the fluid flows so freely that it slips back through the pump's own clearances, does little to lubricate or seal the pumping element, and, being often volatile, tends to flash into vapour at the suction. Solvents, LPG and other liquefied gases, refrigerants, light fuels, alcohols, condensate, and thin process chemicals all share this profile: watery or lighter viscosity, frequently low lubricity, and frequently a high vapour pressure. Put them through a standard pump and the failure modes are efficiency loss from slip, premature wear from poor lubrication, and vapour lock or cavitation from flashing. Containment is a separate question — where the fluid is hazardous and must not escape, that is the job of a leak-proof pump — but even a perfectly contained thin fluid still has to be pumped efficiently and without wearing the pump out. This page covers how Aulank's vane and magnetic-drive pumps move thin, low-viscosity, low-lubricity, and volatile fluids reliably, and is clear about where an abrasive or extreme duty falls outside their range.
Why Thin, Low-Viscosity Fluids Defeat Standard Pumps
A pump that runs well on water-like fluids still has to contend with what low viscosity, low lubricity, and volatility do to it. The thin-fluid problem is really several problems at once:
● Slip and lost efficiency. A gear pump seals by keeping tight clearances between the gears and the casing. A thin fluid slips back through those clearances from the high-pressure discharge to the low-pressure suction, so volumetric efficiency drops — and the slip grows as differential pressure rises and as the clearances open up with wear. The lower the viscosity, the more the pump leaks internally instead of delivering flow.
● Poor lubrication and wear. Many thin fluids — solvents, LPG, refrigerants — have low lubricity. A pump whose close-clearance metal parts rely on the fluid to lubricate them wears quickly on this kind of liquid, and the wear opens the clearances, which worsens the slip in a feedback loop.
● Flashing, vapour lock, and cavitation. Thin fluids often sit close to their boiling point or carry a high vapour pressure. If the suction pressure falls below the vapour pressure the liquid flashes to vapour, and a centrifugal pump cavitates and erodes its impeller while a pump that fills by suction can vapour-lock and stop delivering. Handling a volatile fluid means the pump has to tolerate some vapour without losing prime.
● Leak-finding. A thin fluid finds the smallest gap. It works its way past a mechanical seal far more readily than a viscous one, so on a hazardous or valuable thin fluid the seal becomes both a loss and a safety problem — the reason so many thin-fluid duties move to a sealless pump.
The Aulank Approach: Self-Compensating Vanes and Sealless Containment
Aulank's answer to thin fluids is to pick the pumping principle that does not depend on the fluid to seal or lubricate it, and to add zero-leak containment when the fluid is hazardous:
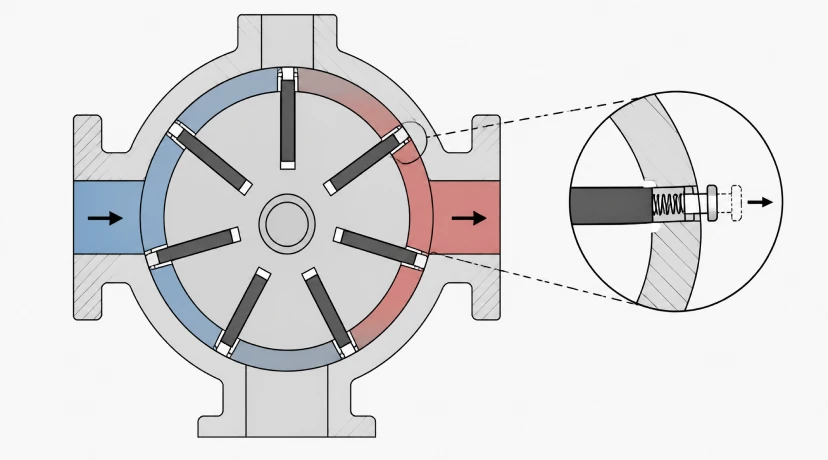
● Self-compensating vanes hold efficiency. In a sliding-vane pump the vanes slide out of the rotor and ride against the casing, and they keep riding against it as they wear, so the sealing line between suction and discharge is maintained over the pump's life instead of opening up the way a fixed gear clearance does. That is why a vane pump holds its volumetric efficiency on a thin fluid where a worn gear pump would slip — the seal renews itself.
● No metal-on-metal contact. The vanes ride against the casing through a wear-tolerant vane material rather than metal grinding on metal, so a low-lubricity fluid does not tear the pump apart, and the pump tolerates the brief dry patches of line-stripping between batches. Sustained dry running is still not a vane pump's friend — the vanes rely on the fluid for cooling — so a dry-run duty needs low-level protection rather than a pump left to run empty.
● Vapour tolerance. A vane pump carries a fixed volume per revolution and can move a fluid carrying some entrained vapour without losing prime, so it rides through the flashing that would vapour-lock or cavitate other pumps near a fluid's boiling point.
● Smooth, pressure-steady flow. The vane pump gives a low-pulsation output, and because it is a positive-displacement pump its flow stays near-constant as discharge pressure changes rather than collapsing the way a centrifugal's does — useful where a thin fluid has to be delivered at a steady rate.
● Sealless containment where it is hazardous. When the thin fluid is toxic, flammable, or otherwise must not escape, the pump moves to a magnetic drive — the inner rotor driven through a static containment shell with no shaft seal to leak. This is the same zero-leak principle behind our leak-proof pumps, applied to thin volatile chemistry.
The honest boundaries matter. A sliding-vane pump is not the tool for abrasive or solids-laden fluids — grit erodes the vanes and casing, and that duty needs equipment built for abrasion. Very cold liquefied gases such as liquid nitrogen are a cryogenic duty of their own. And where the whole point is zero fugitive emission of a hazardous fluid, the leak-proof page covers that requirement directly. Aulank supplies vane and magnetic-drive pumps for thin, low-viscosity, low-lubricity, and volatile fluids across chemical, fuel, and refrigeration service; an abrasive slurry or a certified cryogenic-gas duty calls for a different pump.
Pump Types and Working Principles
PVP High-Pressure Vane Pump (thin chemical transfer and circulation)
The PVP high-pressure vane pump is Aulank's sealed sliding-vane pump for low- to medium-viscosity chemical fluids. Its shaft-seal area is isolated to keep leakage low, and the self-compensating vanes give it the steady volumetric efficiency and smooth flow that thin fluids call for. Its flow tapers gradually as discharge pressure rises rather than spiking, which suits hydraulic and cooling circuits where a sudden pressure surge has to be avoided. It is the pump for a thin fluid that has to be transferred or circulated at moderate to high pressure where zero-emission containment is not the deciding factor.
MDC-X and MDC-M Magnetic Drive Gear Pumps (thin hazardous or volatile fluids)
When the thin fluid is toxic, corrosive, or volatile, the containment comes first, and the MDC-X and MDC-M magnetic-drive gear pumps carry it with no shaft penetration and no seal to leak. The gear series runs across the viscosity range from thin chemical solvents upward, and the magnetic coupling keeps the fluid hermetically inside the casing. Where a thin fluid also has to be dosed accurately, the MDC-M holds metering precision on the order of a percent, since its fixed displacement per revolution keeps output steady regardless of downstream pressure.
Peripheral and Vortex Pumps for Volatile Fluids Near Boiling
A thin fluid that is also close to its boiling point, or that arrives carrying entrained vapour — a volatile solvent near its flash point, condensate drawn off a steam system — is a case for a regenerative peripheral (vortex) pump, whose hydraulics compress and carry a fraction of entrained gas through with the liquid instead of losing prime. Aulank's magnetic vortex pumps cover that duty; the gas-entrained and off-gassing fluid page goes into fluids that carry gas in more depth.
Where Low-Viscosity Pumping Solves a Real Problem
Thin, low-lubricity, and volatile fluids run through a wide slice of the process industries:
● Solvent transfer and processing. Moving acetone, alcohols, ketones, and thinners — thin, low-lubricity, often volatile liquids that slip through and wear a pump not built for them, and that must not be lost or cross-contaminated between batches.
● LPG and liquefied-gas transfer. Transferring and filling LPG, propane, and similar liquefied gases, where the fluid is thin, non-lubricating, and under its own vapour pressure so it flashes the moment suction pressure dips.
● Refrigerant circulation. Circulating refrigerants and other volatile heat-transfer fluids, where low lubricity and high vapour pressure both apply and the pump has to tolerate vapour without stalling.
● Light fuels. Handling diesel, kerosene, gasoline, and biodiesel — low-viscosity fuels where slip and poor lubrication would sap a mismatched pump.
● Thin process chemicals and dosing. Transferring, circulating, or dosing water-thin process chemicals where a steady, leak-free, accurately metered flow matters more than raw throughput.

Matching the Pump to the Thin-Fluid Duty
As a starting point, the fluid's character and the emission requirement point to the pump — including the honest case where the duty is outside a vane or gear pump's range:
| Fluid or duty | Fluid character | Key requirement | Recommended pump |
| Thin chemical transfer / circulation | Low viscosity, moderate–high pressure, not emission-critical | Self-renewing seal, steady low-pulsation flow | PVP sealed vane pump |
| Thin toxic, corrosive, or volatile fluid | Low viscosity + zero-emission requirement | Hermetic containment, no shaft seal | MDC-X / MDC-M magnetic gear |
| Accurate thin-fluid dosing | Low viscosity + metering accuracy | ~1% metering, pressure-independent output | MDC-M magnetic gear |
| Volatile fluid near boiling / condensate | High vapour pressure, entrained vapour | Vapour handling, holds prime | Magnetic peripheral (vortex) pump |
| Abrasive or solids-laden thin fluid | Low viscosity + abrasives | Abrasion resistance | Specialised equipment (outside vane/gear range) |
The table points to a first choice; the final selection turns on the exact viscosity and its swing with temperature, the vapour pressure and available suction head, and whether the fluid has to be contained. For how the two positive-displacement principles compare, see our positive-displacement working-principle guide.
Key Selection Considerations
When you specify a pump for a thin fluid, the parameters that decide whether it runs efficiently and lasts are:
● Viscosity and its temperature swing. The actual viscosity at operating temperature, and how far it drops as the fluid warms, since that governs slip and the choice between a vane and a gear pump.
● Lubricity. Whether the fluid lubricates the pump at all — a low-lubricity solvent or liquefied gas points to a vane pump with a self-lubricating vane material rather than a metal-to-metal design.
● Vapour pressure and NPSH. The fluid's vapour pressure against the suction pressure available, which decides whether flashing and vapour lock are a risk and how much vapour tolerance the pump needs. Where cavitation is the governing concern, our cavitation guide covers the margins.
● Containment. Whether the fluid is hazardous enough to require a sealless magnetic drive, or whether a sealed vane pump's reduced leakage is enough for the duty.
● Pressure and flow characteristic. The duty point, and whether a pressure-tapering positive-displacement flow or a centrifugal curve fits the system better.
● Temperature. Whether the fluid is a hot solvent or a cold refrigerant, since the pump platform has to suit the temperature as well as the viscosity.
● Abrasives and dry-running. Whether the fluid carries solids, which rule out a vane pump, and whether the duty risks running the pump dry, which calls for low-level protection since neither vane nor gear pumps tolerate sustained dry running.
Get a Thin-Fluid Pump Configuration for Your Process
Tell us the fluid and its viscosity at operating temperature, its lubricity and vapour pressure, the flow and pressure you need, and whether it has to be contained, and our engineering team will configure a vane or magnetic-drive pump for the duty — or tell you plainly when an abrasive or cryogenic fluid needs a different pump. Type and material options span the positive-displacement pump range.
Talk to our team: Contact Aulank | WhatsApp: +86 13773157367 | Email: info@aulankpump.com
Related reading: leak-proof · high-viscosity pump