








Ask an engineer why a pump was sized the way it was and the answer is often the same: better too big than too small. It sounds like prudence, and it quietly becomes one of the most expensive habits in the plant. An oversized pump does not sit there harmlessly with capacity in reserve — it runs off its best efficiency point every hour, burning energy it never turns into useful work and wearing out the seals and bearings faster than a right-sized pump would. Study after study finds most installed pumps are oversized, and the margin that felt safe on paper shows up as a higher electricity bill and a shorter service life for as long as the pump runs.
We sell pumps, so 'order the bigger one to be safe' would suit us fine — but a pump that sips power and lasts is what keeps you a customer, and our own advice on every catalogue is to match the pump to the actual duty rather than pad it. What follows is the honest account: what oversizing does, why it keeps happening, the energy and reliability it costs, when a margin is genuinely worth carrying, and how to add headroom without paying for it twice.
What Oversizing Actually Does
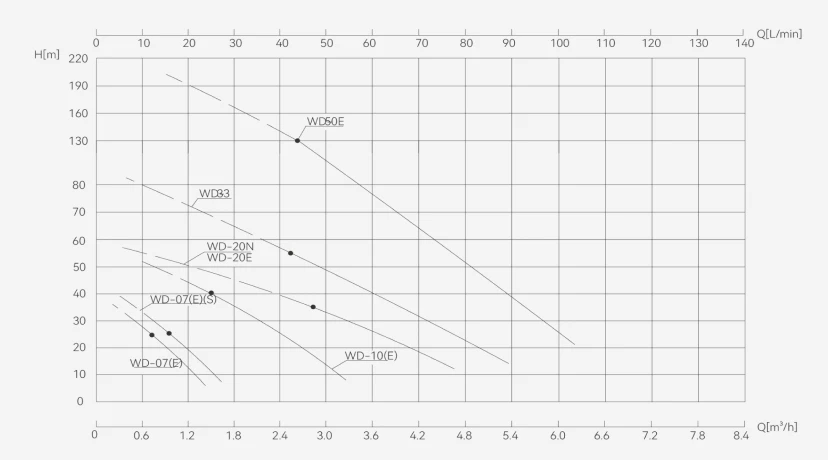
An oversized centrifugal pump does not deliver 'extra' that you bank for later. A pump has one flow and head where it runs best — its best efficiency point (BEP) — and a narrow band around it, often quoted as roughly 80–110% of BEP flow, where it runs efficiently and reliably. Put a bigger pump on a fixed system and it wants to push more flow than the system needs, so you drag its operating point back with a throttle valve, a trimmed impeller, or a bypass. Every one of those pulls the pump away from its BEP, and away from BEP the pump gets less efficient and less reliable at the same time. Manufacturers even mark an allowable operating region on the curve; run outside it and bearing life, seal life, and shaft loads all move the wrong way. Oversizing is not spare capacity in reserve — it is a pump condemned to run in its bad zone.
A positive-displacement pump behaves differently, and it is worth being clear about. Its flow is set by displacement and speed, not by a curve, so it delivers close to the same volume regardless of discharge pressure and does not drift along a BEP the way a centrifugal does. That removes the throttling trap — but it does not make overspec free. An oversized PD pump still costs more up front, and if it is sized to push more than the process needs, the excess goes back over a relief valve or a bypass, which is the same wasted energy in a different guise. The clean answer for both families is to size to the real duty and control flow with speed. Our positive-displacement working principle guide covers the flow-versus-pressure behaviour in more depth.
Why Pumps End Up Oversized
Oversizing is rarely one bad decision; it is a stack of cautious ones. The margin compounds as a design passes from hand to hand:
● Stacked safety factors. The process engineer adds a margin for uncertain conditions, the reviewer adds a little more, the client asks for headroom, and the supplier rounds up to the next catalogue size. Each step is reasonable on its own; the product is a pump sized for a duty that never occurs.
● Future capacity. A plant sized for an expansion that is years away runs the interim years far below the pump's design flow — a tailings line sized for 1,500 m³/h but running 900 for its first three years is a textbook case, its control valve half shut the whole time.
● Fouling and wear allowance. Margin is added for pipes that will scale and impellers that will wear, so the pump is oversized while everything is new — which is most of its life.
● Catalogue rounding. Real duties rarely land on a standard model, and rounding up to the next size is easier than trimming to fit.
● Worst-case stacking. Margins for the highest viscosity, the coldest start, and the dirtiest filter get added together, as if every worst case happens at once.
The Energy You Pay For but Never Use
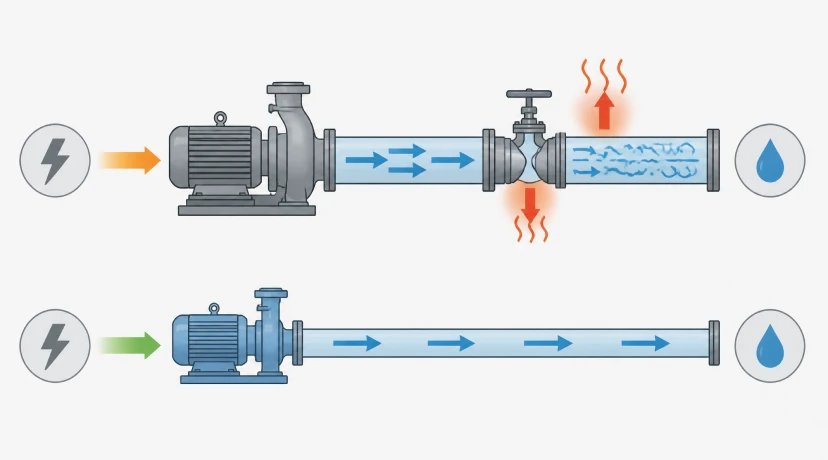
Energy is the largest slice of what a pump costs over its life, far more than its purchase price, and an oversized pump spends more of it — a point our total cost of ownership breakdown makes in detail. The waste is not subtle. The usual way to cut an oversized pump's flow is a throttle valve, which is like driving with the accelerator floored and controlling speed with the brake: the motor draws full power, the pump adds energy to the fluid, and the excess is thrown away as heat and turbulence across the valve. A pump forced to run at around 60% of its design flow — an ordinary result of oversizing — typically loses 15 to 20% of its hydraulic efficiency, and that gap is paid every hour the pump runs. On a 75 kW pump running continuously, closing a 10-point efficiency gap is worth on the order of 65,000 kWh a year; one oversized slurry pump held below 60% efficiency has been reported wasting more than $100,000 a year in electricity alone. This is the cost that hides in plain sight, because a throttled pump looks like it is working fine. Measured against a right-sized unit on centrifugal pump efficiency, it is anything but.
The Reliability Penalty Is the Bigger One
The energy bill is the visible cost; the reliability cost is often larger and shows up as broken pumps. Pushed to the left of its BEP, an oversized pump runs into low-flow trouble: suction and discharge recirculation, high temperature rise, and low-flow cavitation that erodes the impeller. At the same time the hydraulic forces on the shaft climb well above design, so the shaft deflects, bearings and seals take a hammering, and the parts that wear out first — the seals and bearings — wear out faster. The numbers are stark: mean time between failures roughly halves when a pump runs about 20% below its BEP or 10% above it. That means more rebuilds, more often, on top of the higher energy bill — and as one industry rule of thumb has it, the energy penalty is the easy part to live with next to the repair, downtime, and lost-production cost of a pump that keeps failing. Oversizing does not buy reliability; on a fixed system it usually spends it.
A Cost-of-Oversizing Comparison (Illustrative)
The figures below are illustrative, not a quote — the point is the shape, not the exact numbers. The same pattern holds whenever a pump is sized well above its real duty and dragged back to fit.
| Measure | Right-sized pump | Oversized + throttled | Note |
| Operating point | Near BEP (80–110%) | ~60% of design flow | Off-BEP by design |
| Hydraulic efficiency | At rated | 15–20% lower | Gap paid every running hour |
| Energy (75 kW, continuous) | Baseline | +~65,000 kWh/yr | Burned across the throttle valve |
| Seal & bearing life | Full | Roughly half the MTBF | Recirculation, high thrust, vibration |
| Low-flow cavitation risk | Low | Higher | Impeller erosion, temperature rise |
| Net lifetime cost | Lower | Higher on both counts | Energy and maintenance compound |
When a Margin Is Actually Justified
None of this means margin is bad. A design margin is a form of insurance, and there are duties where carrying one is the right call. Add headroom deliberately when:
● The system will foul or scale predictably, so head demand rises over the run and today's margin becomes tomorrow's design point.
● A known expansion is close enough to plan for, and the cost of a second pump later outweighs the interim inefficiency — ideally handled with speed control so the pump is not stuck off-BEP in the meantime.
● The duty itself swings — viscosity that climbs at cold start, seasonal temperature shifts, worst-case simultaneous demand — and the pump has to cover the real range, not just the average.
● Suction is marginal and a sensible NPSH margin protects against cavitation, which is a different and legitimate kind of headroom.
The test is whether the margin covers a condition that will actually occur. Insurance against a real risk is prudent; insurance against an imagined one is just a bigger electricity bill.
The Right Way to Add Headroom
When you do need range, there are ways to get it without condemning a pump to run off its BEP. In rough order of preference:
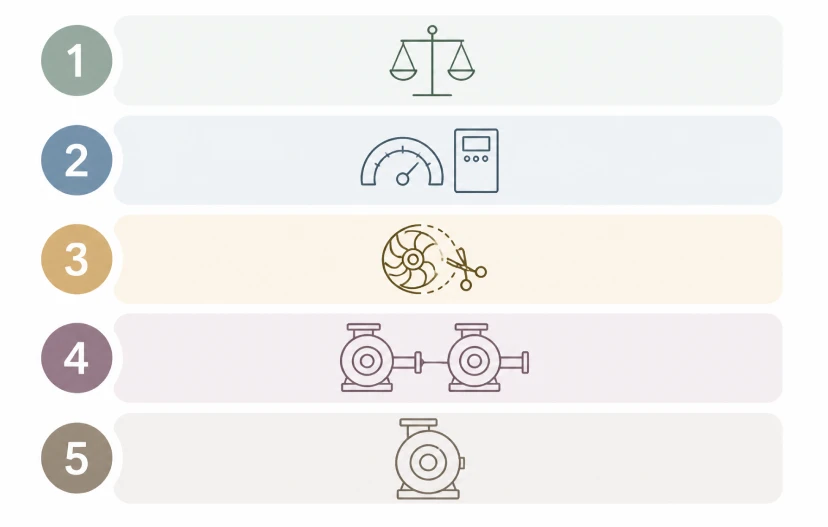
● Size to the real duty first. Start from measured or properly calculated flow and head, not padded ones — our how to size a pump guide walks through the numbers — and let any margin be deliberate rather than accidental.
● Control flow with speed, not a valve. A variable-speed drive changes the pump's output to match demand and shifts its whole curve, so you get the flow you need without burning the excess across a throttle. This is the single biggest lever on an oversized system.
● Trim the impeller. If a centrifugal is modestly oversized and the duty is fixed, a smaller impeller shifts the curve down permanently and recovers much of the lost efficiency.
● Stage smaller pumps. Two or three smaller pumps in parallel let you match capacity by switching units on and off, each running near its BEP, instead of one big pump throttled down — and they add redundancy along the way.
● Match the pump type to the duty. A low-flow, high-head job forced onto an oversized centrifugal throttled hard is exactly the case a vortex pump is built for; the right type avoids the oversizing problem instead of managing it.
Where 'Bigger Is Safer' Gets Oversold
The instinct to pad the size is easy to over-apply, and it is worth naming the claims that do not hold up — even though a bigger pump is a bigger sale for us:
● 'Extra capacity is a safety net.' On a fixed system it is not capacity you can use — it is capacity you throttle away, at the cost of efficiency and reliability. The pump does not run harder when needed; it runs badly all the time.
● 'A bigger pump is more durable.' A pump running far from its BEP is under more hydraulic stress, not less. Oversizing can shorten the very life it was supposed to protect.
● 'Margin is free insurance.' Margin has a running cost — every point of efficiency lost and every shortened maintenance interval is paid for the life of the pump. It is insurance with a premium, so it should cover a real risk.
● 'We'll grow into it.' Sometimes true, and then a margin is justified — but 'grow into it' has to mean a real, near plan, not a vague hope, or the interim years of off-BEP running quietly outweigh the saved second purchase.
The honest position is narrow: carry margin for a condition that will occur, cover range with speed control and staging, and size everything else to the duty in front of you.
How to Spot an Oversized Pump in an Afternoon
You can flag most oversized pumps with a walk-round and a few readings — no model rebuild required:
● Look at the control valves. A throttle valve that lives half or more closed is the classic tell that the pump is pushing more than the system wants.
● Look for continuous bypass. A recirculation or minimum-flow line that is always partly open is excess capacity being dumped straight back to suction.
● Check the maintenance history. Frequent seal and bearing replacements, and more noise and vibration than the pump should make, point to off-BEP running.
● Measure actual flow against rated. Compare what the pump is really delivering with its nameplate and its BEP; a large gap is the oversizing itself.
● Plot the operating point. Put the measured flow and head on the pump curve. If the point sits well left of BEP, you have found both the wasted energy and the wear.
● Ask what the margin was for. Trace why the size was chosen. If the answer is a condition that never happened, the pump is a candidate for a trim, a drive, or a right-sized replacement.
Get a Right-Sized Pump for Your Actual Duty
Tell us the flow and head you actually need — measured if you have it, and the real range if the duty swings — and we will size to that duty rather than pad it, and show you the operating point on the curve so you can see where it runs. If a margin is genuinely warranted, we will build it in deliberately and cover the range with speed control rather than a pump left to throttle. The full range is in our positive-displacement pump range.
Talk to our team: Contact Aulank | WhatsApp: +86 13773157367 | Email: info@aulankpump.com